

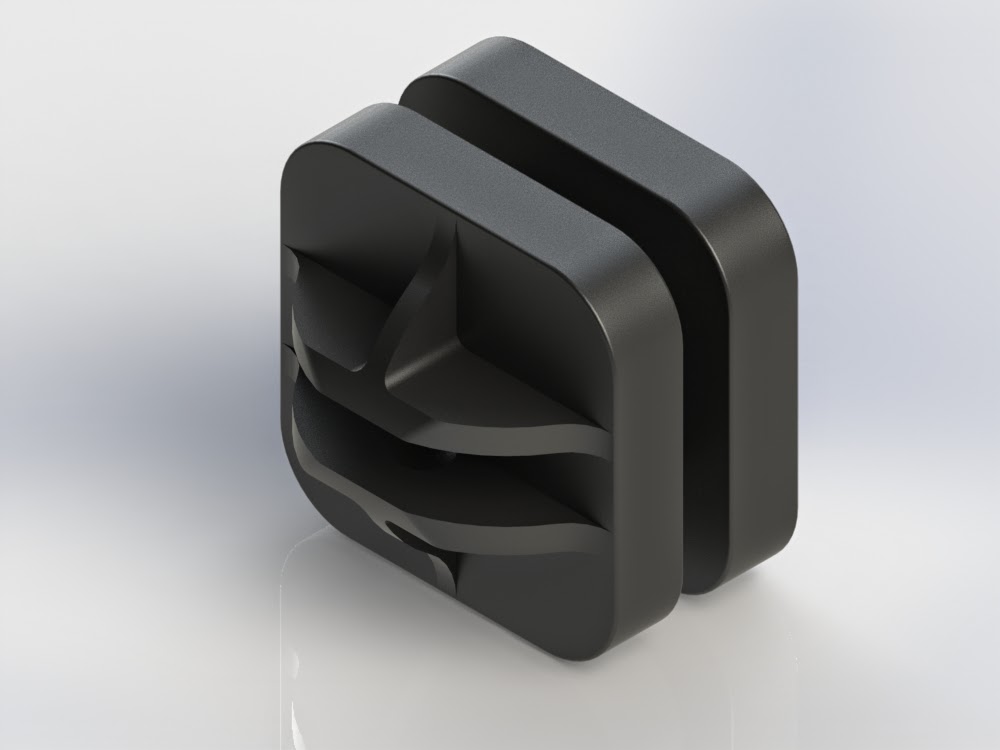
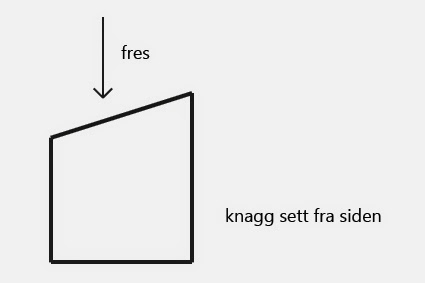
Noen timer etter å ha publisert det forrige innlegget om bøtteknaggen, gikk det opp for meg at jeg hadde glemt en viktig del av støpeprosessen; deler som støpes skal i aller helst ha lik godstykkelse, slik at materialet stivner likt over hele produktet. Jeg prøvde dermed å komme på en mulig løsning på hvordan bøtteknaggen skulle produseres, over er en av skissene, men her er fortsatt forskjellen på godstykkelsen altfor stor. Andre mulige løsninger som å støpe knaggen i to deler ble diskutert med Trond Are. Under samtalen kom det opp å "støpe knaggen som en bøtte", det var jo den opprinnelige tanken! Grunnen til at knaggen hadde endret seg så mye fra skissene mine, var rett og slett at det var vanskelig å lage en gråskummodell av en slik bøtteknagg, så jeg lagde en iterasjon utifra det jeg klarte å produsere på verkstedet, som jeg også ble fornøyd med estetisk. Men så kom tipset om å 3D-printe knaggen, og da var saken grei. Jeg lagde en ny bøtteknagg i solid works, slik jeg opprinnelig hadde sett den for meg, og fikk printet den ut. Det tok bare 4 timer...


Støpningen av denne knaggen er da meget enkel, da slippvinkel allerede er "lagt inn" i formen. Godstykkelsen er uniform gjennom hele knaggen, foruten der jeg tenkte man kunne støpe hull til skrue. Jeg tenker at hullene til metallringen skal freses ut i etterkant, men disse kan også støpes i formen, da med en tredelt form. Kostnadene på å bruke en tredelt form må vurderes opp mot å bruke to forskjellige teknikker. Siden det nå er rom for å putte nøkler i knaggen, tenker jeg at plasten kan ha en gummiaktig overflatebehandling, slik at nøklene sitter bedre inne i knaggen. Produksjonsmetode på metallringen står beskrevet i forrige innlegg.






































{kind=link}
{kind=link}